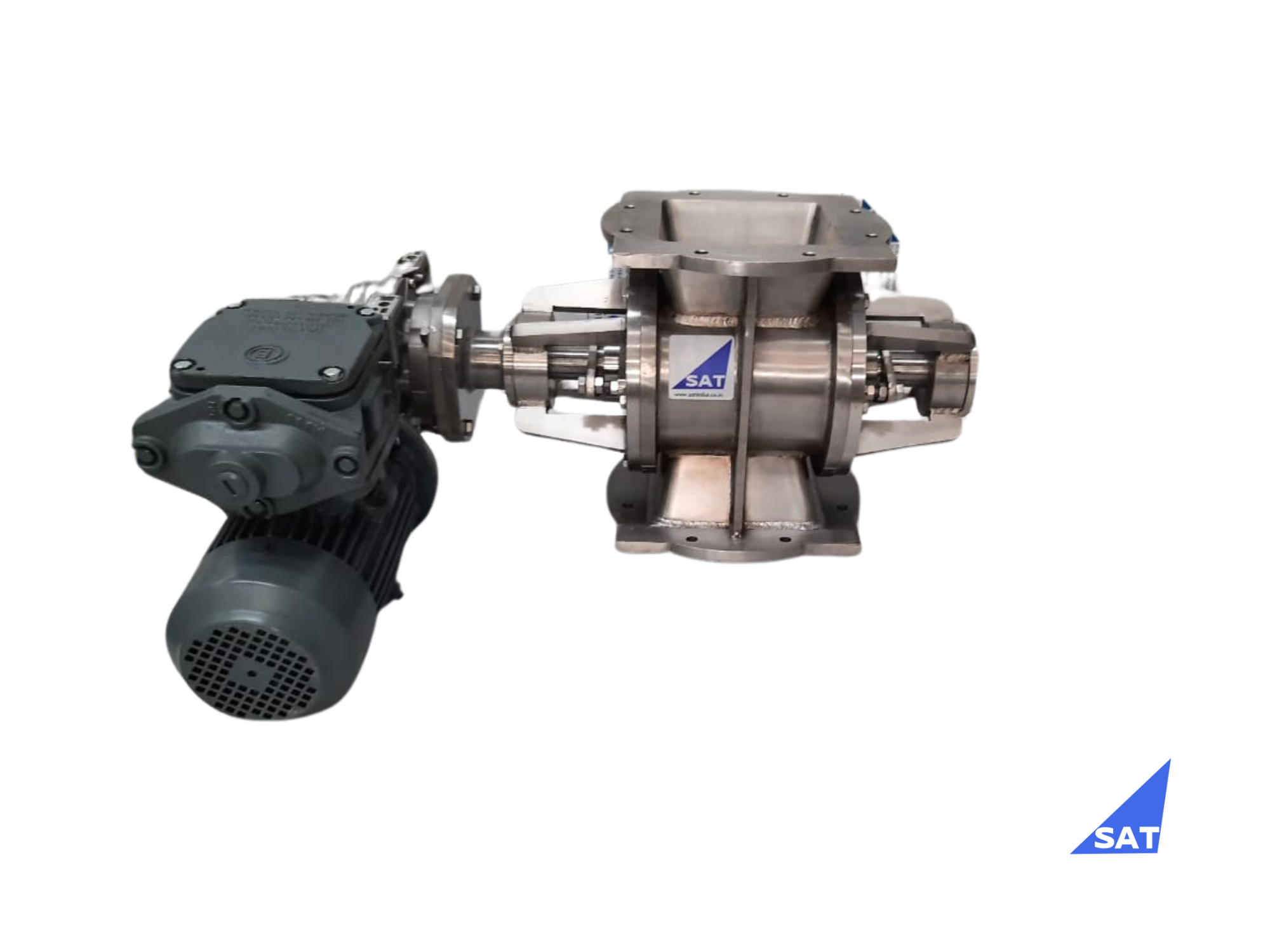
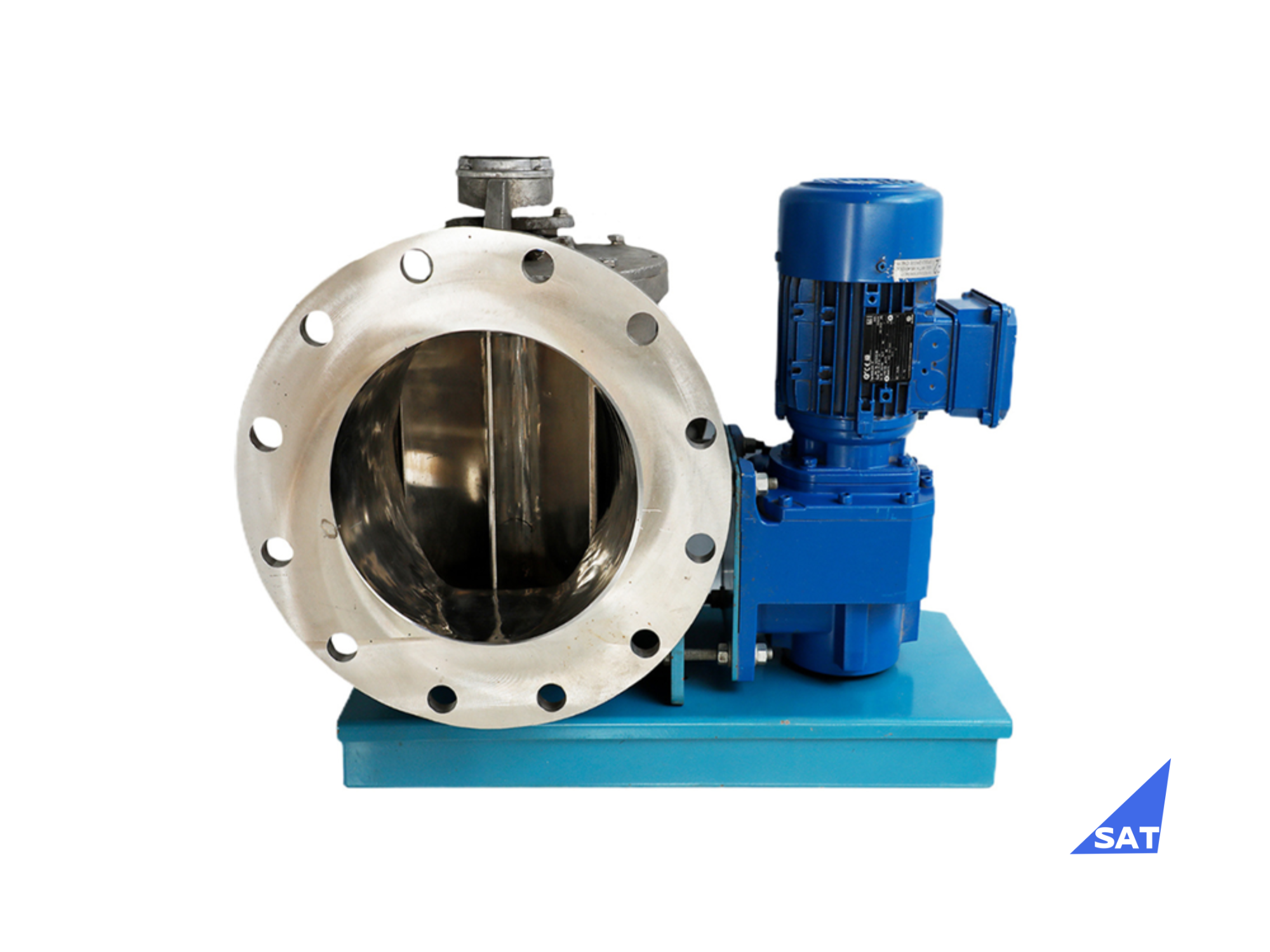
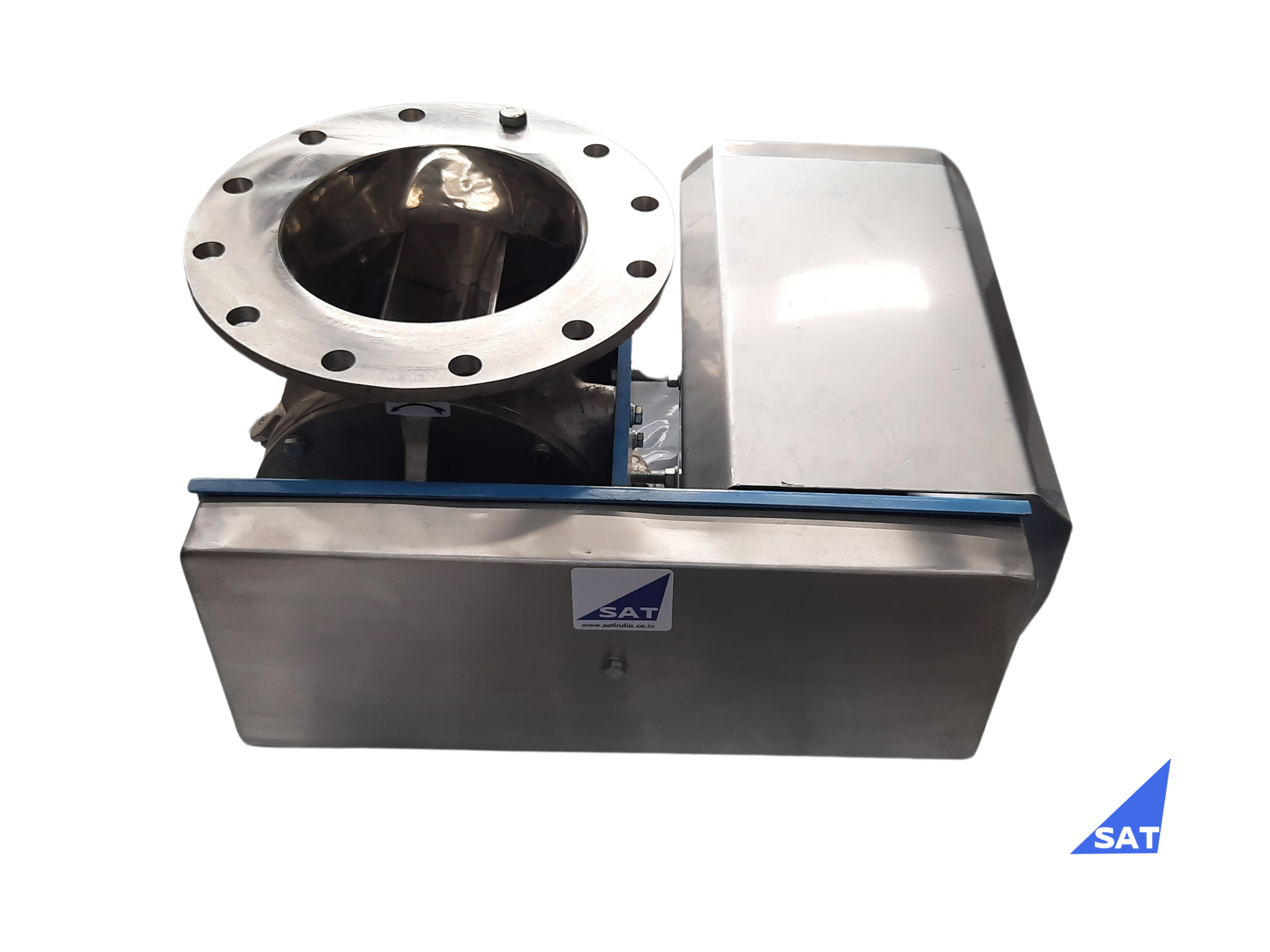
ROTARY AIR LOCK VALVE is a critical component in material handling systems designed for various process industries. Rotary Airlock Valves primarily provides an ideal solution for controlled feeding or discharging purposes. In Pneumatic conveying systems, the rotary airlock valve helps to maintain the pressure or vacuum and gives a perfect sealing in gas or air by preventing air leakages in differing levels of vacuum or pressure systems.





Are you looking for cutting-edge storage solutions that optimize space, enhance efficiency, and ensure the integrity of your materials? Look no further than SOLIDS AND AUTOMATION TECHNOLOGIES (SAT).
Land Survey No. 97, Paiki Lamdapura, Tal. Savli, Dist - Vadodara - 391775
Copyright © 2024. All rights reserved. Design By Techno Mantra